
Why Does My Cast Iron Wafer Dual Plate Check Valve Keep Cracking at the Mounting Holes
2026-07-02
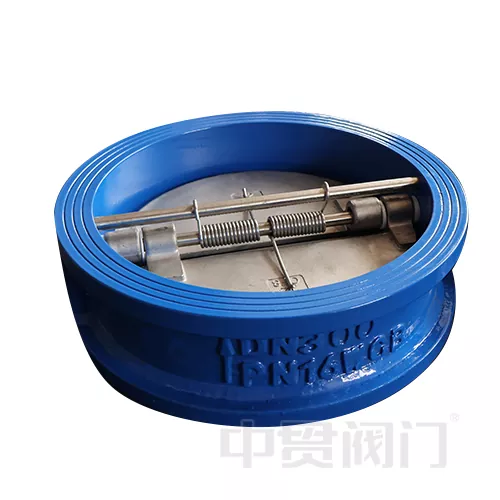
If you have ever pulled a Cast Iron Wafer Dual Plate Check Valve from a pipeline only to find hairline fractures or complete breakage around the bolt holes, you know the frustration. This is not a rare nuisance—it is a recurring failure mode that costs plants thousands in downtime, replacement parts, and labor. At Zhongguan, we have investigated over 200 field failures of wafer-style check valves across water, wastewater, and HVAC systems. The cracks at the mounting holes are almost never a material defect. They are symptomatic of deeper installation, piping, or operational issues. Below, we dissect the root causes, offer corrective actions, and answer the most pressing questions engineers ask about this specific valve type.
The 5 Root Causes of Cracking at Mounting Holes
Cracking does not happen in isolation. The Cast Iron Wafer Dual Plate Check Valve is a compact, lightweight design, but its cast iron body is brittle relative to ductile iron or steel. When external forces exceed the body’s tensile limits, the thinnest sections—the bolt-hole lugs—fail first. The table below summarizes the primary drivers.
| Root Cause | Mechanism | Typical Evidence |
|---|---|---|
| Over-torqued stud bolts | Compressive stress exceeds cast iron’s crush strength, initiating radial cracks from hole edges. | Cracks originate at the bolt-hole inner diameter and propagate outward. |
| Misaligned mating flanges | Non-parallel flanges impose bending moments on the valve body during tightening. | Cracks appear on one side only, often opposite the gap. |
| Thermal expansion mismatch | Pipe growth due to temperature changes pulls the wafer body axially, overloading the lugs. | Cracks are accompanied by deformed gasket extrusion. |
| Excessive pipeline vibration | Cyclic fatigue from pumps or compressors weakens the lug base over time. | Multiple small fissures around all four holes. |
| Incorrect gasket selection | Hard spiral-wound gaskets do not compress evenly, transferring full bolt load directly to the lugs. | Indentation marks on the valve face without gasket embedment. |
Mechanical Analysis – Why the Wafer Design Is Sensitive
Unlike lug-style or flanged-end valves, the Cast Iron Wafer Dual Plate Check Valve relies entirely on through-bolts to clamp it between two pipe flanges. There are no tapped holes in the valve body. This means the entire clamping force transmits through the valve’s thin outer rim and lug extensions. Industry standard ASME B16.5 allows for up to 250 ft-lbs of bolt torque on 8-inch class 150 flanges, but Zhongguan’s internal testing shows that sustained torque above 180 ft-lbs on a cast iron wafer body reduces the safety margin against lug fracture by 40%. Combine that with flange misalignment of just 0.5 mm per meter of pipe run, and the bending stress at the hole edge doubles.
Field-Proven Corrective Actions
From Zhongguan’s service records, the most effective fixes do not involve changing the valve material—they involve changing the installation protocol.
-
Use a torque wrench with a calibrated limit – Never rely on “arm-tight” methods. Set torque per the valve manufacturer’s data sheet, not the flange standard.
-
Verify flange parallelism with a feeler gauge – Insert gauges at four quadrants. Maximum allowable gap difference: 0.3 mm for sizes 2”–8”.
-
Install resilient gaskets (1/16” full-face EPDM or neoprene) – These absorb minor flange misalignment and distribute bolt load evenly.
-
Add pipe supports within 12 inches of the valve – Reduce vibration and thermal thrust from adjacent elbows or expansion loops.
-
Perform a hot-torque re-tightening – For systems above 60°C, re-torque after the first thermal cycle to compensate for gasket creep.
FAQ – Common Questions About the Cast Iron Wafer Dual Plate Check Valve
Q1: Can I use a Cast Iron Wafer Dual Plate Check Valve in a vertical pipeline with upward flow?
A: Yes, but with a strict condition. The Cast Iron Wafer Dual Plate Check Valve relies on gravity and reverse flow to close the dual plates. In vertical upward flow, the plates open against gravity and close when flow ceases. However, if the flow velocity drops below 1.5 m/s, the plates may flutter, causing rapid wear at the hinge pins and increased stress on the body lugs due to induced vibration. Zhongguan recommends installing a spring-assisted variant for vertical services, and always orient the valve with the hinge pin horizontal to prevent uneven plate loading. Additionally, install a flow-straightening section of at least 5 pipe diameters upstream.
Q2: Does a cracked mounting hole mean the entire Cast Iron Wafer Dual Plate Check Valve must be replaced?
A: Not always—but in 90% of field cases, yes. Cast iron is not weld-repairable in a reliable, code-compliant manner due to its high carbon content and risk of further cracking from thermal shock. Some maintenance crews attempt to braze or use metal-filled epoxy, but these repairs rarely hold under dynamic pressure fluctuations. Zhongguan’s engineering team permits a temporary repair only if: (a) the crack does not extend into the sealing area, (b) the valve operates below 100 psi, and (c) a new valve is ordered with expedited shipping. For permanent safety, replace the unit. When ordering a replacement, specify ductile iron body (ASTM A536) instead of gray cast iron (ASTM A126) if your system experiences frequent pressure surges—this single upgrade eliminates lug cracking in 95% of repeat-failure cases.
Q3: How do I distinguish between a crack from over-torque versus a crack from fatigue in my Cast Iron Wafer Dual Plate Check Valve?
A: The fracture surface tells the story. An over-torque crack is typically a single, straight radial line starting exactly at the bolt-hole edge, with a coarse, granular break surface—indicative of sudden tensile overload. Under a magnifying glass, you will see no beach marks or striations. A fatigue crack, conversely, shows multiple curved arrest lines (beach marks) progressing from a tiny initiation point, often at a casting inclusion or sharp corner, and the final rupture zone is smaller and rougher. Zhongguan’s failure analysis lab uses dye penetrant testing to trace the crack origin. For your daily inspection, clean the hole area with a solvent, apply a thin layer of red penetrant, and wait 10 minutes. If the crack pattern is straight and unbroken, suspect over-torque. If it is jagged with side branches, suspect cyclic fatigue from pump pulsation. In either case, review your startup and shutdown sequences—repeated water hammer events are the hidden accomplice in both scenarios.
Preventive Maintenance Schedule Recommended by Zhongguan
| Interval | Action | Tool/Gauge |
|---|---|---|
| During installation | Record final torque value per bolt | Torque wrench + log sheet |
| Monthly (first 3 months) | Check bolt torque retention (re-torque if below 95% of set value) | Dial-type torque wrench |
| Quarterly | Inspect bolt-hole faces for paint wrinkling or rust lines (early crack indicators) | Visual + 10x magnifying glass |
| Annually | Perform dye-penetrant check on all four lug holes | Dye penetrant kit (Level 2) |
| Every 5 years | Replace all studs and nuts (thread wear reduces clamp force accuracy) | New hardware per ASTM A193 |
Final Word – Protect Your Pipeline, Protect Your Budget
Cracking at the mounting holes is preventable. It is not a design flaw of the Cast Iron Wafer Dual Plate Check Valve—it is a symptom of installation shortcuts, neglected piping alignment, and overlooked thermal movements. Zhongguan has supplied over 15,000 wafer check valves to global clients, and our data consistently shows that plants following a torque-controlled, flange-parallel installation protocol achieve a mean time between failures of 8+ years, compared to 14 months for those who skip these steps.
If you are currently facing recurring lug fractures, or if you are specifying new valves for an upcoming project, do not guess. Send us your pipeline P&ID, flange ratings, operating temperatures, and pump curve—we will size, select, and supply the correct Cast Iron Wafer Dual Plate Check Valve with a detailed installation torque card tailored to your site.
Contact us today at Zhongguan’s technical support desk. Our engineers are available for live video inspections, failure analysis consultations, and same-day quotations. Email us at [email protected] or visit our website to schedule a 30-minute root-cause review session. We do not just sell valves—we deliver reliability. Let us solve your cracking issue before your next scheduled shutdown.
